雖然激光焊接(LBW)以及電子束焊接(EBW)的擁護者們分別對其青睞的技術大加贊揚,但在許多情況下用戶的最佳選擇可能是同時采用這兩種技術,尤其是在焊接復雜結構以及滿足高品質冶金需要的情況下更是如此。
如果元件在設計時就考慮到要使用激光焊接和電子束焊接這兩種焊接技術,那么在單個加工廠內采用激光焊接和電子束焊接技術則可以簡化加工過程,例如焊接傳感器、醫療裝置以及成品中需要真空密封的產品。
通常在以下情況中需要使用這兩種焊接技術:最終的配件尺寸對于現有的電子束焊接室而言太大,配件中的某些部件不適合真空處理(例如液體);或者焊接深度較淺并且非關鍵,因而不必采用較為昂貴的電子束焊接。
激光焊接
激光焊接采用連續激光(CW)或者脈沖激光,其優點是能提供更簡單的焊接工具和更短的焊接時間。如果采用連續激光系統,輸出功率是連續的;脈沖激光系統通過調制輸出激光脈沖序列。不論使用連續光源還是脈沖光源,焊接時都要將激光束聚焦到待焊工件表面。
激光束的高能量密度使得材料表面更快達到液化溫度,從而獲得更短的光束作用時間。因此,激光能量耗散到材料內部的時間更短,這便可以獲得更小的熱影響區和更小元件的疲勞值(fatigue debit)。可以對光束能量進行操控以產生所需的脈沖形狀。通過重疊單個脈沖可以產生焊縫。由于在脈沖間存在短暫的冷卻周期,這可以減小熱輸入,這對于焊接熱敏感材料而言是一大優點。

圖1 全固態激光焊接系統
joining Technologies公司是美國一家致力于激光熔覆、電子束焊接以及激光焊接應用的創新公司,該公司的材料工程師Salay Stannard指出,連續激光的穿透深度可以超過0.5英寸,而脈沖激光則僅能達到0.030~0.045英寸。Stannard說:“穿透深度可能會隨激光系統的不同而有所變化,并且將在很大程度上取決于加工參數的選擇和焊口設計。”
Stannard還補充道:“由于這類焊接過程的熱源是光能,因此需要考慮焊接材料的反射率。例如金、銀、銅以及鋁需要更強的能量輸入。一旦材料熔化,其反射率就會下降,并且該過程的熱導將導致向下穿透。”
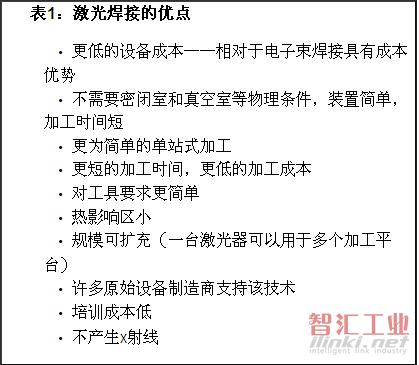
如上所述,由于激光具有較高的功率密度,因此其熱影響區小,從而確保了關鍵元件不會受到損傷。因此,激光焊接這對于醫療設備、電子元件、傳感器以及其他精密設備而言更具優勢。激光焊接會不產生任何x射線,并且可以通過自動化和機器人很方便的進行控制。通常激光焊接對工具的需求也非常簡單,而且不需要密閉室或真空室等物理條件。較短的作用周期意味著成本優勢,并且不會犧牲焊接質量。表1列出了連續激光和脈沖激光焊接的優點。
電子束焊接
電子束焊接由于具備更深的穿透深度、不存在污染等優勢,已經被很多行業廣為采用。電子束焊接可以焊接其他方法無法實現的耐高溫材料和各種金屬材料。圖1顯示了用高速電子束聚焦后轟擊工件。電子束的動能轉化為熱能,成為熔合工件的驅動力。電子束焊接不需要額外的過濾材料,并且變形最小。利用超高能量密度能夠獲得較高的穿透深度和較高的徑深比,真空環境確保焊接過程無污染。對于焊接含鈦和含鎳的超合金而言,真空環境至關重要。
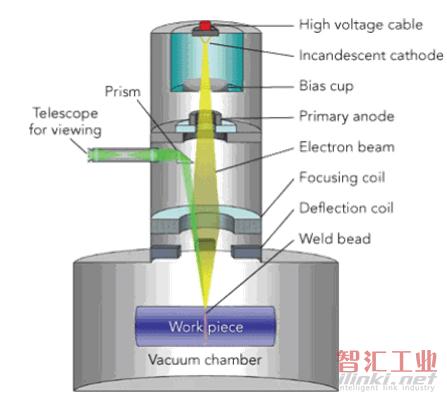
圖2:電子束焊接
然而,真空條件下工作的主要優點是能夠精確地控制電子束。電子與空氣分子相互作用時會發生散射,而真空條件能夠降低周圍氣壓,從而能夠更加精確地控制電子束。
現在的真空室配備先進的密封層、真空傳感器以及高性能的氣泵系統,以實現快速抽真空,并能加快處理時間。這一優勢使得真空室中的電子束可以聚焦到0.3~0.8mm的直徑。
通過引入用于高級部件控制的最新微處理控制和系統監控功能,可以將各種尺寸和各種體積的部件焊接在一起,而且不會引起更小元件的過多熔化。通過精密控制電子束直徑和傳輸速度,可以焊接厚度從0.001英寸到幾英寸的材料。以上這些優勢使得電子束焊接成為了一項極為可靠的焊接技術。
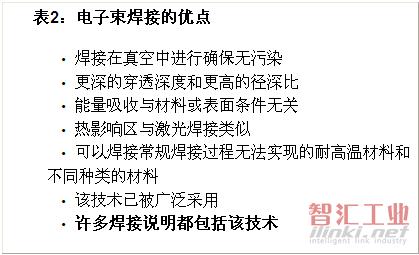
電子束焊接過程對工件產生少量的熱沉積,以保證最小的變形,因此無需再對成品部件進行額外處理。表2列出了電子束焊接的主要優點。
Enfield公司市場營銷兼銷售總經理John Rugh認為,人們會在長時間內使用電子束焊接技術。他說:“由于大多數電子束焊接都是在真空室中進行的,因此該技術特別適用于焊接一些先進的材料,例如用于航空、發電、醫療以及核工業中的材料。這些材料均需要在真空中制造加工,以避免受到開放環境中的氧氣和氮氣的影響。”
Rugh還補充道:“電子束焊接中,用戶不需要擔心焊接環境的清潔程度。除了提供理想的焊接環境外,新的電子束焊接控制可以使電子束產生更快的電磁偏轉,以便調整焊接區以及周圍區域的熱量輸入,從而獲得最佳的材料性質。”
例如,僅僅通過快速調整電子束位置、焦點以及功率,快速偏轉技術能夠同時實現預熱、焊接以及焊后加熱。這使得焊接“過去難以焊接、甚至是不可能焊接”的合金成為可能。
在用于柴油機引擎中的渦輪增壓機制造中,電子束焊接的應用正日趨增長,這是主要是因為該技術能夠提高渦輪增壓機的能效。渦輪增壓機的作用是對進入柴油機引擎的燃料和空氣混合物增壓。
麻省劍橋郡真空工程通用公司的Geoffrey Young指出:“目前許多客車以及商用車的引擎都配備了渦輪增壓機。通常渦輪增壓機的制造商們采用常規的慣性摩擦焊接技術,將熔模Inconel®輪焊接到碳鋼軸上。盡管這種焊接方法能夠產生強度足夠大的焊點,但是焊接后期的加工、打磨以及熱處理操作成本高昂,并且非常費時。渦輪增壓機制造商的另一個選擇是采用電子束焊接,目前該技術已被多家領先的制造商所采用。”
Young還補充道:“電子束焊接部件所需的焊后加工以及熱處理最少,并且與其他熔合焊接過程不同的是,電子束焊接不需要保護氣體。電子束焊接能夠獲得很好的焊接質量,可以對所有過程參數進行精確控制,并且整個過程可以完全實現自動化。”
兩種焊接技術的并用
電子束焊接和激光焊接都有著各自的優點,實際上,許多元件在設計的時候就考慮到了要在制造加工過程中使用這兩種焊接技術。在這些情況下,在制造加工過程中采用這兩種焊接技術無疑將加快制造過程。
John Rugh指出,激光焊接通常用于焊接較薄的鋼板部件和厚度在1/3英寸至1/2英寸之間的機加工部件。另外,激光焊接也適用于那些無法在真空室中焊接的部件。
Rugh表示:“一些部件以及它們相關的焊接夾具的尺寸可能太大而無法放進電子束焊接所使用的真空室中。除了尺寸方面的問題外,如果待焊元件中包含能夠對真空泵產生影響的液體,此時激光焊接便是很好的選擇。”
如果焊接非關鍵部件或者焊接深度較淺,在這種情況下沒必要使用成本更高、焊接質量更高的電子束焊接,此時同樣可以選擇激光焊接。電子束焊接開始前需要花幾分鐘的時間來抽真空,對于非關鍵焊接而言完全沒必要浪費這段時間。
如果元件成本較高,并且焊接過程會受益于真空環境(例如焊接鈦和鎳合金)、或者焊接深度超過1/3~1/2英寸、或者激光束很難與焊接材料產生相互作用(例如鋁合金),在這些情況下可以選擇電子束焊接。
Rugh例舉了采用電子束焊接和激光焊接這兩種技術的焊接實例——燃氣渦輪部件的焊接,其中電子束焊接技術用于深度焊接和最小變形焊接,激光焊接技術用于處理金屬板表面的細部處理。
——(作者:John Lucas,joining Technologies公司過程開發技師 )
點擊查看原文
(審核編輯: 智匯小新)
分享



