-
本文介紹一種新型復合高速伺服進給工作臺的驅動結構和控制方法。伺服電動機通過滾珠絲杠副驅動控制進給工作臺的進給移動定位,控制進給移動定位精度;但在進給工作臺與滑板之間又加裝一套由油缸伺服驅動的輔助液壓控制系統。兩套伺服驅動控制系統之間通過相互的協調控制,將改善滾珠絲杠副在高速進給運動中的受力和磨損情況。進而提高滾珠絲杠副進給定位精度。 [詳情]
-

交流伺服系統作為現代工業生產設備的重要驅動源之一,是工業自動化不可缺少的基礎技術。作為工業控制裝置的重要功能部件,伺服驅動裝置的特性一直是影響其性能的重要指標。本文闡述了伺服驅動系統的基本概念、分類及其特性;步進電機和交流伺服電機的使用性能;以及伺服驅動產品在工業生產中的應用狀況;同時指出了伺服控制系統逐漸成為工業設備的重要驅動源及伺服驅動系統的發展方向。 [詳情]
-
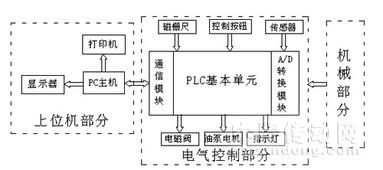
本文介紹了一種通過PLC對異步電動機的控鸛實現定位功能的思路,結合控棗l任務,完成了硬件電路的搭建及程序設計,為了保證定位的準確,設計了編碼器脈沖當量及電機在自由停車過程中返回脈沖數自動測量程序。通過對系統的現場調試。實現了控制要求。 [詳情]
-

本文設計的交流變頻伺服系統將新一代高速單片機MSP430F149與臺達轉矩控制變頻器VFD-V型相結合,基于上位機通訊方式進行控制,提高了系統的可控性能及穩定性,以單片機代替了傳統的PLC控制,并與上位機聯動進行系統參數調節,實現了良好的人機人機交互平臺,同時降低了系統的開發成本以及周期,并在實際應用中取得良好的控制精度及可靠性能,為伺服系統設計開發提供了更好的系統解決方案。 [詳情]
-

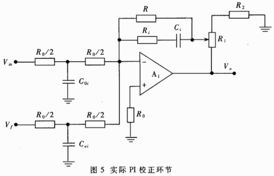
本文對于大滯后、時變和非線性的復雜系統,常規PID控制顯得無能為力。將神經網絡與常規PID控制相結合,構成單神經元自適應PID控制器。給出了基于PLC的單神經元PID控制系統結構,重點介紹了單神經元PID控制算法原理,并用結構控制語言編寫了單神經元PID控制算法功能塊,該控制功能塊具有通用性且易于移植。經實例證明,與傳統PID控制器相比較,單神經元PIO控制器可以顯著改善系統的性能。 [詳情]
-

本文以以鏜銑床的工作原理為研究對象。將PLC與觸摸屏相結合,對普通鏜銑床控制系統進行改進。并以觸摸屏為人機界面。設計出多窗口操作畫面。從而在保留原有控制面板操作的基礎上增加了觸摸屏的操作方式。使機床的操作和監控更為直觀和方便。著重介紹了PLC一觸摸屏控制系統的結構原理和觸摸屏畫面的設計。工程實例證明。該方案通過較低的成本實現了機床的多種操作方式和提供了觸摸屏的監控方法,具有很強的可實施性。 [詳情]
-

深入分析了功能安全的概念和理論特點.提出了新時期安全技術的發展趨勢,討論了功能安全集成技術的特點和優勢,最后著重對安全集成伺服驅動技術進行了介紹,并結合安全集成驅動技術的應用提出了安全集成伺服驅動的設計方案。 [詳情]
-

PLC是工業機械操作的重要技術支持。本文結合PLC編程原理,對PLC控制系統抗干擾能力進行分析,找出解決辦法及改進措施。 [詳情]
-
本文論述了基于PMAC運動控制卡的數控技術試驗臺的PID參數的調整方法。PID參數對數控技術試驗臺的穩態性能和動態性能有很大的影響,利用PMAC的PlD執行程序對系統施以階躍信號和拋物線信號,通過響應曲線的分析,整定了試驗臺的PID參數,使試驗臺獲得了良好的性能。 [詳情]
-

本文以西門子SimoDrive611系列的驅動模塊為例,闡述了其基本結構、常見故障的維修方法,對用戶自主開展西門子伺服驅動模塊及電源模塊的維修具有一定借鑒意義。 [詳情]
-

雙軸同步控制技術中,一般的同步控制方法為主從式控制。主從控制方式雖然能有效控制雙軸的同步誤差,但是因主動軸不考慮從動軸的干擾情況,所以控制精度不是很高。文章結合現場總線的應用趨勢提出了一種基于現場總線的雙軸協調同步控制方法,充分利用現場總線提供的數據信息對兩個同步軸分別進行誤差補償。通過雙軸同步控制實驗證明,該方法有效地提高了同步軸的響應速度,比主從式控制方式有更高的同步誤差控制精度。 [詳情]
-

本文設計一種激光焊接加工機床的四軸步進電機控制系統。根據激光焊接加工機床的特征,構造了四軸步進電機控制系統的硬件系統結構圖,設計了CNC2000數控卡與四軸步進電機驅動器及四軸步進電機的接線圖,并對此系統的軟件結構進行了介紹。并給出一個應用實例。該控制系統具有操作靈活方便、可靠性好、精度高等優點。 [詳情]
-
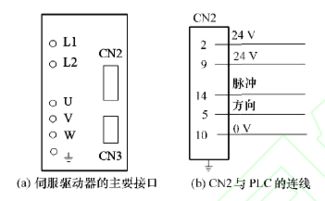
本文以三菱公司的FX3U-48MT-Es-A作為控制元件,GTll55-QFBD-C作為操作元件直接控制三菱伺服電機的具體程序設計。 [詳情]
-

五軸數控加工是在三個基本直線坐標軸(x、y、z)上增加了兩個旋轉軸(A、B、C軸的任意組合)的一種多軸數控加工方式。五軸機床的三個直線軸與兩個旋轉軸的聯動加工方式,被稱為五軸聯動加工;兩個旋轉軸進行旋轉定位,使刀具呈現一定的姿態角度不變,三個直線軸作聯動,這種加工方式被稱為五軸定向加工。 [詳情]
-

本文敘述了利用三菱定位單元構成8軸熱處理機床數控系統的方法。編程調試的技術難點及解決方案。 [詳情]



