-

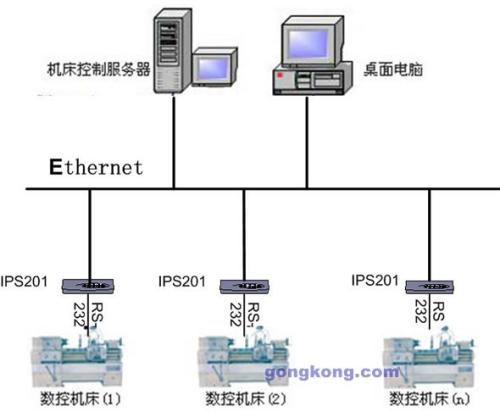
基于1394總線通信的I/O模塊在數(shù)控系統(tǒng)中的應(yīng)用
本文設(shè)計(jì)了一種基于IEEE 1394總線通信,應(yīng)用于高檔數(shù)控系統(tǒng)中的I/O控制模塊。該模塊采用IEEE 1394通信方式,實(shí)現(xiàn)上位機(jī)與機(jī)床之間的高速數(shù)據(jù)傳榆;采用光耦芯片對(duì)模塊內(nèi)部與外界進(jìn)行隔離,并實(shí)現(xiàn)該I/O模塊與機(jī)床之間的電平匹配,模數(shù)轉(zhuǎn)換等功能。給出了軟件和硬件設(shè)計(jì),并進(jìn)行了I/O模塊功能測(cè)試和分析,驗(yàn)證了該模塊滿足高檔數(shù)控系統(tǒng)要求數(shù)據(jù)傳輸?shù)臏?zhǔn)確性和實(shí)時(shí)性。 [詳情]
-

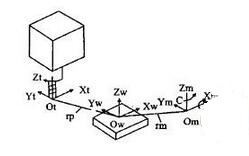
基于數(shù)控技術(shù)的斜齒錐齒輪產(chǎn)型輪加工
本文介紹了利用UG生成斜齒錐齒輪產(chǎn)型輪的刀具軌邁口遷而獲得數(shù)拉代碼,并在此基礎(chǔ)上由4軸聯(lián)動(dòng)加工中心完成其齒廓加工的基本思想和具體步驟。為該類齒輪的數(shù)字化加工提供了有益的參考。 [詳情]
-

數(shù)控技術(shù)在電瓷生產(chǎn)中的應(yīng)用
本文介紹數(shù)控技術(shù)在電瓷生產(chǎn)中的應(yīng)用。通過濕修濕接、整體立修與數(shù)控修坯的對(duì)比,重點(diǎn)闡述其在應(yīng)用中具有操作簡(jiǎn)單、尺寸精確、勞動(dòng)強(qiáng)度低等優(yōu)點(diǎn)。 [詳情]
-
現(xiàn)場(chǎng)層診斷技術(shù)在以往智能診斷研究中往往被忽視。現(xiàn)場(chǎng)控制器迅速發(fā)展,在完成對(duì)設(shè)備和生產(chǎn)過程監(jiān)控任務(wù)的同時(shí),完全具備能力完成必要的診斷工作,并具有快速準(zhǔn)確、簡(jiǎn)化診斷過程的特點(diǎn)。文章對(duì)于在智能診斷中最底層的智能設(shè)備PLC的診斷功能和處理方法加以闡述,指出處理及設(shè)計(jì)中的基本原則。并對(duì)基于PLC的模糊融合智能診斷進(jìn)行深入探討。 [詳情]
-
自適應(yīng)系統(tǒng)在數(shù)控機(jī)床中的應(yīng)用和發(fā)展
本文闡述了智能數(shù)控抽工技術(shù)的白適應(yīng)系統(tǒng)的應(yīng)用和發(fā)展前景,以及國(guó)內(nèi)外發(fā)展動(dòng)態(tài),說明了自適應(yīng)數(shù)控存在的問題。 [詳情]
-
智能化數(shù)控技術(shù)的未來發(fā)展方向探究
當(dāng)今世界,工業(yè)是發(fā)展的主流,制造業(yè)在新的技術(shù)興起后也開始了革命性的變革。計(jì)算機(jī)技術(shù)是當(dāng)前的主流技術(shù),計(jì)算機(jī)的控制技術(shù)對(duì)工業(yè)的發(fā)展帶來了非常巨大的影響。數(shù)控技術(shù)成為了制造業(yè)的主流,并引領(lǐng)了控制技術(shù)的新潮流。隨著科技的進(jìn)一步發(fā)展,智能化的數(shù)控技術(shù)得以興起,并得到了充分的應(yīng)用。智能化是未來發(fā)展的方向,數(shù)控技術(shù)在工業(yè)領(lǐng)域的應(yīng)用非常廣泛,而智能化的發(fā)展,對(duì)于整個(gè)工業(yè)而言,將是又一次工業(yè)革命。而這次"工業(yè)革命”中,計(jì)算機(jī)技術(shù)充當(dāng)著核心的地位。因此,文章重點(diǎn)分析了智能化的數(shù)控技術(shù),對(duì)其未來發(fā)展的方向進(jìn)行了深入[詳情]
-
機(jī)電數(shù)控技術(shù)的結(jié)合效應(yīng)
機(jī)電一體化技術(shù)將機(jī)械技術(shù)和電子技術(shù)有機(jī)結(jié)合在—起,使它們可以發(fā)揮出更大的作用。數(shù)控技術(shù)剮利用以數(shù)字代碼為基本形式的程序指令來控制機(jī)電設(shè)備的運(yùn)動(dòng)速度、工作程序以及運(yùn)動(dòng)軌跡等,進(jìn)而實(shí)現(xiàn)操作和控制的自動(dòng)化。本文以具有代表性的數(shù)控車床為例,分析和探討了機(jī)電數(shù)控技術(shù)的實(shí)施及開發(fā)的相關(guān)問題。 [詳情]
-

基于PLC的步進(jìn)電機(jī)直接控制系統(tǒng)
本文提出了一種簡(jiǎn)單實(shí)現(xiàn)PLC直接控制步進(jìn)電機(jī)的方法,設(shè)計(jì)了直接控制步進(jìn)電機(jī)系統(tǒng)的軟硬件。并在反應(yīng)離子刻蝕機(jī)中驗(yàn)證了該方法是可行的,工作可靠。 [詳情]
-
本文介紹了交流伺服技術(shù)在軸承磨床改造中的應(yīng)用方法。分析了電氣控制系統(tǒng)的控制。軸承磨床改造后,具備了數(shù)控軸承磨床的優(yōu)點(diǎn),達(dá)到了數(shù)控軸承磨床的精度。[詳情]
-

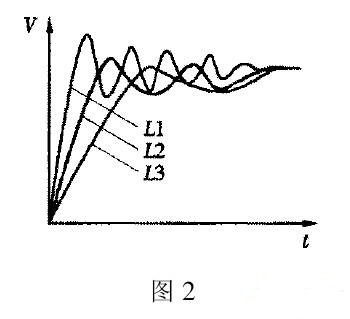
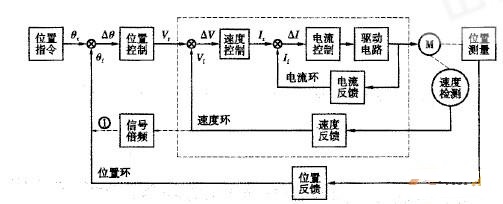
高精度數(shù)控機(jī)床伺服進(jìn)給系統(tǒng)精度研究
精度數(shù)控機(jī)床的加工精度主要取決于伺服進(jìn)給系統(tǒng),但如何提高數(shù)控機(jī)床伺服進(jìn)給系統(tǒng)的精度一直是一個(gè)未徹底解決的問題。本文對(duì)數(shù)控機(jī)床伺服進(jìn)給系統(tǒng)的誤差組成進(jìn)行了詳細(xì)的推導(dǎo),得到了伺服進(jìn)給系統(tǒng)誤差與主要影響因素的定量關(guān)系,并對(duì)原因進(jìn)行了分析,給出了一些提高伺服進(jìn)給系統(tǒng)精度的措施。[詳情]
-
基于PLC的數(shù)控機(jī)床控制系統(tǒng)研究
隨著機(jī)電行業(yè)的迅速發(fā)展,數(shù)控機(jī)床的精密程度受到了企業(yè)的廣泛關(guān)注,傳統(tǒng)的數(shù)控機(jī)床只能解決簡(jiǎn)單的零件加工問題,隨著各領(lǐng)域?qū)α慵芏纫蟮脑龈撸瑐鹘y(tǒng)的數(shù)控系統(tǒng)暴露了它的弊端。[詳情]
-

FAGOR五軸數(shù)控系統(tǒng)RPCP功能實(shí)現(xiàn)及應(yīng)用
五軸加工中由于旋轉(zhuǎn)運(yùn)動(dòng)的影響,會(huì)產(chǎn)生非線性誤差。文章介紹了5軸數(shù)控加工中RTCP/RPCP補(bǔ)償功能,系統(tǒng)闡述了以FAGOR為代表的數(shù)控系統(tǒng)升級(jí)改造過程,通過數(shù)控系統(tǒng)的改造升級(jí)使其具備RPCP功能。[詳情]
-
復(fù)合伺服驅(qū)動(dòng)壓邊力控制方法及執(zhí)行機(jī)構(gòu)設(shè)計(jì)
基于伺服電機(jī)的可控性和六桿機(jī)構(gòu)的變傳動(dòng)比及增力特性,提出了一種復(fù)合伺服驅(qū)動(dòng)壓邊力控制方法。在分析數(shù)控伺服驅(qū)動(dòng)壓邊力控制原理的基礎(chǔ)上,根據(jù)慢速加載、快速返程的工藝要求,設(shè)計(jì)了壓邊力執(zhí)行機(jī)構(gòu),并對(duì)其進(jìn)行了系統(tǒng)仿真。采用復(fù)合伺服驅(qū)動(dòng)壓邊力控制方法,使壓邊裝置在產(chǎn)生較大壓邊力的情況下,僅需較小的電機(jī)功率,就可以滿足壓邊過程中的壓邊力和行程的工藝要求。 [詳情]
-
基于PLC的伺服驅(qū)動(dòng)填充系統(tǒng)的設(shè)計(jì)
本文基于PLC和伺服驅(qū)動(dòng)技術(shù),設(shè)計(jì)伺服驅(qū)動(dòng)填充系統(tǒng)。介紹該系統(tǒng)的組成和工作過程,重點(diǎn)闡述該系統(tǒng)的電氣原理和PLC程序設(shè)計(jì),指出實(shí)際調(diào)試中需要注意的問題并給出相應(yīng)的解決方法。設(shè)備調(diào)試完畢后的試運(yùn)行結(jié)果表明,填充量誤差都在允許的范圍之內(nèi)。 [詳情]
-

基于數(shù)控技術(shù)內(nèi)錐球螺紋加工研究
內(nèi)錐螺紋的加工是生產(chǎn)中較為復(fù)雜的一項(xiàng)任務(wù),而內(nèi)錐螺紋與直螺紋組合、其牙形為球形的特殊內(nèi)螺紋的加工難度則更為突出。針對(duì)這種特殊螺紋的加工,對(duì)采用傳統(tǒng)工藝方法進(jìn)行加工時(shí)存在的不足進(jìn)行了深入的分析研究,從而開拓新思路,提出新的工藝和加工方法,并將該工藝?yán)碚摵图庸し椒ǔ晒Φ貞?yīng)用于企業(yè)的生產(chǎn)實(shí)踐中。 [詳情]
- 1SIMATIC PCS neo:面向未來的DCS556211
- 2中國(guó)機(jī)器人產(chǎn)業(yè)發(fā)展報(bào)告(2019)176127
- 3世界機(jī)器人大會(huì)國(guó)際頂尖機(jī)器人領(lǐng)域?qū)<揖视^點(diǎn)集錦(二)175128
- 42019世界機(jī)器人大會(huì)圓滿落幕175126
- 5世界機(jī)器人大會(huì)國(guó)際頂尖機(jī)器人領(lǐng)域?qū)<揖视^點(diǎn)集錦(一)171974
- 6格力開始發(fā)力工業(yè)領(lǐng)域 將投10億生產(chǎn)高端醫(yī)療設(shè)備164486
- 7基于工業(yè)互聯(lián)網(wǎng)平臺(tái)上——智能工廠實(shí)現(xiàn)的幾點(diǎn)建議156742
- 8亞馬遜的智能物流倉(cāng)儲(chǔ)系統(tǒng),離我們有多遠(yuǎn)?131357
品專題")
升級(jí)")

器人與智能制造")